Service Emploi spécialisé depuis 27 ans
Pour être rappelé, indiquez votre numéro de téléphone.
- Accueil
- > Services entreprises
- > Découverte du BTP
- > Matériau BTP : Les matériaux de terre cuite
Matériau du BTP :
Les matériaux de terre cuite

Tout savoir sur les matériaux de terre cuite
Fédération Française des tuiles et briques17, rue Letellier
75015 Paris
Tel : 01 44 37 07 10
Fax : 01 44 37 07 20
E-mail : fftb@fftb.org

 Introduction :
Introduction :Utilisés depuis des millénaires dans le bâtiment, les matériaux de terre cuite se sont adaptés à l'évolution de la construction et à ses impératifs, tant dans le domaine traditionnel que dans celui dit "industrialisé". Leurs caractéristiques leur permettent d'être employés avec efficacité dans toutes les parties de la construction. Ils comportent : les briques, les tuiles, le éléments pour planchers et plafonds, les conduits de fumée, les éléments de revêtement de sol ou de mur, les éléments de décoration.
Au cours de ces dernières années, la physionomie des usines s'est notablement transformée.
Les structures des usines modernes sont caractérisées par des manutentions automatisées, des traitements thermiques (séchage et cuisson) commandés par des automates programmables, et des livraisons en charges ou en paquets conditionnés sous housse plastique.
Fabrication des produits de terre cuite :

Les Matières Premières :
Les argiles constituent la matière de base utilisée pour la fabrication des produits de terre cuite.
On englobe sous le nom d'argile un grand nombre de roches présentant la propriété de donner, en mélange avec de l'eau, des pâtes plus ou moins plastiques susceptibles de prendre et de conserver des formes déterminées en cours de façonnage et d'acquérir, après séchage, sous l'effet d'une cuisson, une excellente cohésion définitive.
Ces roches, d'origine sédimentaire ou alluvionnaire, proviennent de l'altération de roches cristallines de la famille des granits.
Elles sont constituées d'un grand nombre d'éléments et leurs natures chimique et minéralogique sont très variables.
Les proportions des principaux composants des argiles les plus couramment utilisées varient dans les limites indiquées ci-après :
 Silice SiO2 : 35 à 80%
Silice SiO2 : 35 à 80%Alumine Al2O3 : 8 à 25%
Oxyde de titane TiO2 : 0.3 à 2%
Oxyde de fer Fe2O3 : 2 à 10%
Chaux CaO : 0 à 18%
Magnésie MgO : 0 à 5%
Soude Na2O : 0.1 à 1%
Potasse K2O : 0.5 à 4.5%
Anhydride carbonique CO2 : 0 à 15%
La perte au feu est comprise entre 3 et 18%
Tant sur les plans chimiques et structuraux que sur celui des propriétés pratiques, ces argiles présentent des différences fondamentales.
Cela implique la nécessité d'une mise au point de la fabrication en fonction de la matière dont on dispose.
Les argiles naturelles présentent parfois une plasticité excessive ou des caractéristiques particulières qui entraînent des difficultés de fabrication. Il est alors nécessaire de modifier leur comportement en mélangeant des argiles différentes et/ou ajoutant, dans des proportions variables, des éléments inertes (non plastiques) que l'on appelle " dégraissants " (sable quartzeux, argile cuite broyée dite " chamotte ", laitiers granulés de hauts fourneaux, etc....). Ces dégraissants modifient la plasticité de l'argile, la rendant ainsi plus apte au façonnage et facilitent également le séchage et la cuisson des produits.
Outre les dégraissants, il est parfois nécessaire d'ajouter aux mélanges des constituants spéciaux susceptibles de modifier l'aptitude des pâtes à la fabrication, ou les caractéristiques des produits finis. L'adjonction de bioxyde de manganèse, par exemple, confère aux produits qui, le plus souvent cuisent rouge, une teinte brune.
Extraction :
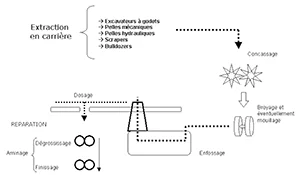
L'extraction des argiles à terre cuite se fait toujours à ciel ouvert. Il est assez rare que le banc à exploiter affleure le sol et il est pratiquement toujours indispensable d'effectuer, dans un premier temps, un enlèvement de "découverte" (que l'on appelle encore "stériles") avant d'entreprendre l'extraction proprement dite. La découverte est enlevée le plus souvent à l'aide de bulldozers et de scrapers. L'extraction est faite à l'aide de pelles mécaniques, excavateurs, draglines, scrapers, bulldozers, pelles chargeuses, etc..La matière première extraite est acheminée à l'usine par camions, ou plus rarement par voie ferrée ou par transporteurs à câbles ou à bandes.
 Fabrication :
Fabrication :La fabrication inclut les opérations suivantes :
- Préparation de la pâte,
- Façonnage,
- Séchage,
- Cuisson,
- Tri et mise sur parc
Préparation :
Le but de la préparation est d'obtenir une pâte suffisamment plastique et homogène pour permettre de façonner, de sécher et cuire les produits dans des conditions optimales.
Pour obtenir une pâte adéquate, un certain nombre d'opérations sont nécessaires : dosage des constituants (argiles de caractéristiques différentes, dégraissants, etc....), fragmentation et broyage de l'argile avec élimination éventuelle d'impuretés telles que rognons de silex, racines, etc.... réalisation des mélanges, homogénéisation et humidification de ces mélanges.
Au cours de cette préparation, la pâte est en effet amenée à la plasticité voulue par apport d'eau. La plasticité est la propriété que possèdent certains corps de pouvoir être, sans rupture, déformés sous un certain effort et de garder la forme acquise quand l'effort a cessé. Cette plasticité dépend, entre autres, de la nature minéralogique de l'argile, du pourcentage d'éléments inertes qu'elle contient et de sa finesse (plus elle est fine, plus elle est plastique). Les argiles, en règle générale, demandent d'autant plus d'eau qu'elles sont plus plastiques (entre 20 et 30% par rapport à la masse sèche).
Le matériel de préparation varie en fonction des matières premières dont on dispose, des mélanges à obtenir, du monde de façonnage, du type de produit fabriqué. La préparation a un rôle très important pour la suite des opérations de fabrication et peut, de ce fait, avoir une incidence sur la qualité finale des produits.
Certaines usines effectuent le stockage des terres en silo ou en fosse (d'où le nom d'enfossage pour désigner cette pratique). Les terres, après avoir subi un début de préparation (généralement fragmentation et broyage), sont stockées durant 2 à 4 semaines, soit séparément, soit après que le mélange ait été effectué. L'intérêt d'une telle opération est de permettre une bonne répartition de l'humidité au sein de la matière, donc une homogénéisation de la plasticité de la pâte, d'améliorer le mélange par le fait même de la dépose et de la reprise, de constituer enfin un stock de sécurité en cas d'impossibilité temporaire d'exploiter la carrière.
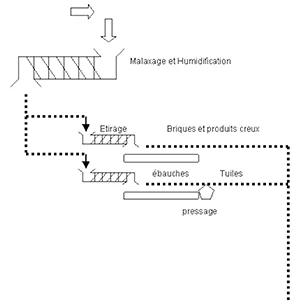
Façonnage :
On utilise principalement deux procédés pour la mise en forme des produits de terre cuite : l'étirage et le pressage.
L'étirage correspond, en fait, à un processus d'extrusion. La pâte plastique, propulsée par une vis d'Archimède au travers d'un orifice de section appropriée, la filière est ensuite découpée transversalement.
Le pressage peut intervenir directement ou, dans la majorité des cas, en complément de l'étirage. Ainsi, la fabrication des tuiles à emboîtement implique systématiquement l'extrusion d'une ébauche à laquelle le pressage confère sa forme définitive.
Certaines briques pleines sont directement formées par pressage d'une terre relativement maigre dans un moule métallique.
Briques pleines :
Elles peuvent être soit pressées, soit étirées.
Quelques usines se sont équipées de presses automatiques à haute performance utilisant une terre maigre et qui doit subir une préparation spéciale (faible granulométrie - très faible humidité).
Les briques pleines étirées sont généralement fabriquées selon le même processus que les briques creuses, ainsi que décrit au paragraphe suivant.
Produits creux :
Ce sont principalement des briques creuses pour murs et cloisons et les blocs creux ainsi que les hourdis de planchers. Ils sont toujours fabriqués par extrusion. Les matériels utilisés sont appelés " étireuses " ou encore " mouleuses ". La coupe des produits à la longueur désirée est effectuée par des coupeurs automatiques.
Sont fabriqués selon le même principe, outre certaines briques pleines, les briques perforées, les boisseaux pour conduits de fumée, les drains, les claustras.
Tuiles :
Il existe trois grandes familles de tuiles :
- Les tuiles canal qui sont généralement fabriquées par étirage. Les coupes transversales et longitudinales sont effectuées par un coupeur spécialement aménagé.
- Les tuiles plates. Celles ci peuvent être formées directement par étirage ou par pressage d'une ébauche (appelée aussi galette) préalablement étirée.
- Les tuiles à emboîtement sont toujours obtenues par pressage d'une ébauche. Les presses modernes, entièrement automatiques, sont du types revolver à 6 pans, pouvant presser plusieurs tuiles à la fois. Leur production peut atteindre 4000 tuiles à l'heure.
Carreaux :
Ils peuvent être étirés, estampés, pressés, coulés.
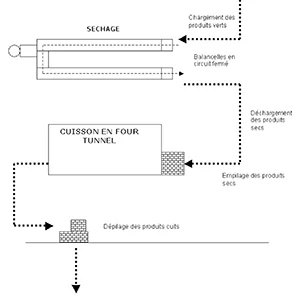
Séchage :
Le séchage a pour but d'éliminer l'eau qui a donné à l'argile la plasticité voulue pour le façonnage.
Il faut que les produits soient suffisamment secs pour cuire dans de bonnes conditions. En outre, le séchage confère aux produits la résistance qui permettra leur empilage sur les wagons de four-tunnel.Quand une composition argileuse est soumise à dessiccation, les particules élémentaires primitivement écartées par l'eau tendent ) se rapprocher en s'imbriquant. Ceci entraîne en même temps n retrait dont l'importance, qui est une caractéristique du mélange utilisé, conditionne la durée optimale du séchage.
Ce retrait doit se faire de façon aussi homogène que possible dans tout le produit. En effet, s'il n'en était pas ainsi, il y aurait risque de contraintes qui se traduiraient par des déformations, des fissures, des modifications de résistance mécanique préjudiciables à la qualité des produits.
Il y a donc lieu d'observer ce que l'on appelle une vitesse limite de séchage. Elle consiste à évacuer l'eau de façon à ce que les faces en contact avec l'air ne sèchent pas trop rapidement, afin de ne pas emprisonner l'humidité demeurée à l'intérieur du matériau.
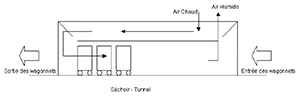
Cela implique de ventiler correctement toutes les faces des produits et de commencer le séchage assez lentement. On débute celui-ci avec un air relativement humide de façon que l'évaporation soit lente. Quand la première phase du départ d'eau est achevée, on procède avec un air de plus en plus sec. L'air utilisé en début de séchage est à une température de 35 à 50°c avec une humidité relative de 75 à 95% alors qu'en fin de séchage il est à une température de 60 à 130°c avec une faible humidité relative.
Le séchage est une opération délicate. Il est effectué dans des séchoirs artificiels et sa durée varie considérablement en fonction des terres employées et des caractéristiques du produit traité.
On distingue deux groupes de séchoirs :
 A - les séchoirs statiques ou séchoirs à chambres, à l'intérieur desquels le temps de séchage de 12 à 72 heures.
A - les séchoirs statiques ou séchoirs à chambres, à l'intérieur desquels le temps de séchage de 12 à 72 heures.B - Les séchoirs à circulation continue des produits. Ce sont notamment les séchoirs tunnels traditionnels et les séchoirs rapides à balancelles dans lesquels la durée du séchage varie de 1 à 3 heures.
L'air chaud nécessaire au séchage est fourni par des générateurs fonctionnant au fuel ou au gaz. Dans certains cas, il est possible de récupérer de l'air chaud sur les zones de refroidissement des fours.
Cuisson :
Pour conférer aux produits leurs caractéristiques définitives (stabilité, résistance mécanique, etc....), il est nécessaire de les porter et de les maintenir un temps suffisant à un température élevée (environ 900 à 1050°c) fixée selon le mélange argileux utilisé.
Ce traitement modifie fondamentalement la composition initiale en provoquant, d'une part la destruction des minéraux argileux constituant la matière première, et d'autre part la formation de nouveaux composés à très haute stabilité physico-chimique. Le combustible utilisé actuellement pour le chauffage des fours est essentiellement le gaz naturel. Quelques usines utilisent du fuel ou des combustibles solides : charbon, sciure de bois.
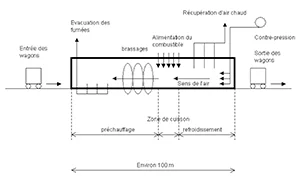
Le four intermittent, qui convenait autrefois aux fabrications artisanales, a été remplacé au début du siècle par le fou continu à feu mobile dont le plus courant est le four hoffman. Mais ce dernier ne répondait plus aux exigences d'une fabrication industrielle automatisée et a été supplanté par le four-tunnel.
Celui-ci se présente sous la forme d'une galerie rectiligne d'une centaine de mètre de long et dont la largeur peut atteindre 9 mètres. Le foyer est fixe : les produits sont préalablement empilés sur des wagonnets qui se déplacent progressivement dans la galerie du fou.
La durée totale de la cuisson peut varier de 20 à 60 heures selon les produits et les argiles.
Le four tunnel est pourvu de dispositifs de régulation automatique qui assurent un traitement de cuisson parfaitement défini et constant : le mouvement des wagonnets est également automatisé.
 Stockage :
Stockage :A la sortie du four, les produits sont conditionnés sur palettes, cerclés ou logés sous housses de film plastique afin d'en faciliter la manutention et le transport.
Les palettes sont alors reprises à l'aide de chargeurs à fourches pour être disposées directement sur un camion ou entreposées sur le parc de stockage.
Informatisation des usines :
Depuis quelques années et après l'automatisation, l'informatisation a été introduite dans les usines de terre cuite.
Les fonctions de :
- Pilotage,
- Manutention,
- Régulation du séchage et de la cuisson.
Sont confiées à des automates programmables commandés par un ordinateur central.
Les usines utilisent toutes les ressources de l'informatique et de la robotique pour :
- Améliorer les conditions de travail,
- Augmenter la productivité,
- Parfaire la qualité des produits et par là même satisfaire au mieux les exigences des utilisateurs.
Dossier réalisé par le CTTB.